


RECIPES FOR YOUR
BUSINESS
-Slaughter & deboning >>
BUSINESS
-Slaughter & deboning >>
Engineering and construction sheep and cattle slaughterhouses, deboning rooms, skin process, white and red offal treatment, wastewater treatment plants
Recipes for your
business
-sausages & patties>>
business
-sausages & patties>>
Engineering and construction of meat processing factories, central kitchen and butcher shops with full turnkey European equipment supply and service
Recipes for your
business
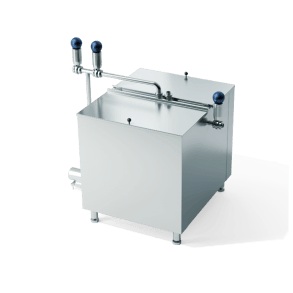
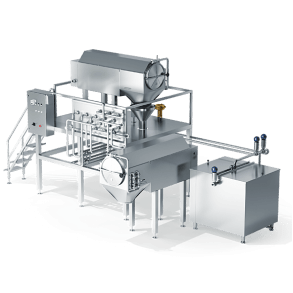
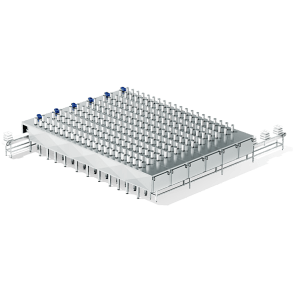
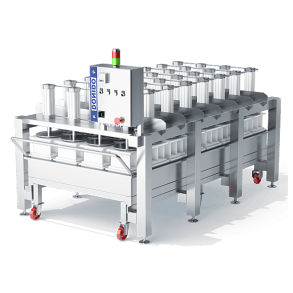
-milk & cheese >>
Engineering, supply and installation of milk processing and cheese production plants
business
-milk & cheese >>
Engineering, supply and installation of milk processing and cheese production plants
RECIPES FOR YOUR
BUSINESS
-Flour & pasta>>
Engineering and construction milling and pasta processing plants
BUSINESS
-Flour & pasta>>
Engineering and construction milling and pasta processing plants
RECIPES FOR YOUR BUSINESS
-Water & drinks>>
-Water & drinks>>
Engineering, supply of ambient and carbonated filling plants
Cheese
production
Cheese
production





Abattoir for cattle and sheep

Short | long | special shape pasta lines production

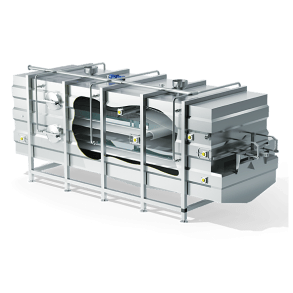
Lines for hard and soft cheese production

Steam generators and watertreatment

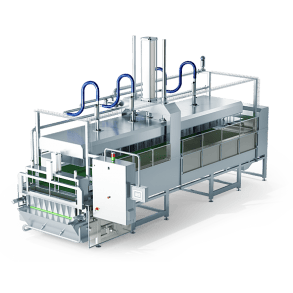
Burgers | nuggets | skewers | meatballs

Delicatessen production



Beverage industry plant engineering

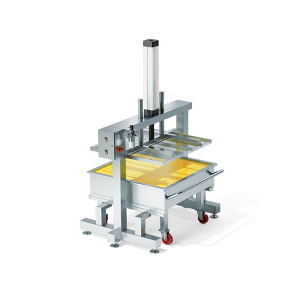
Packaging equipment

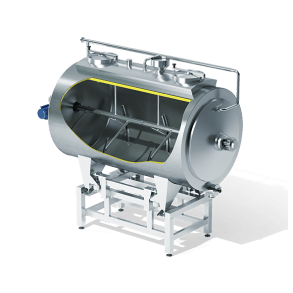
Stew canning meat, sauces and vegetable lines production


